
0576-84023777
中国模具给世界的印象,它是便宜但质量不高,这是事实,大多数模具工厂都这样,提供较低的价格,而不是高质量的模具,甚至是不可用的。坦率地说,这对整个行业是不好的,而且我相信大多数购买想要的模具是能帮助他们赚钱而不是花钱买一堆垃圾。

热塑性塑料注射模具的试模,一般按下列顺序进行
西诺模具之所以能提供高品质、高难度的塑料模具,这从西诺严格标准的试模操作规程不难看出一二。

汽车塑料精密模具试模操作规程:
1:物料塑化程度的预判。在正式开机试模前,要根据制品所选用原料和推荐的工艺温度。对注塑机料筒、喷嘴进行加热。由于注塑机型号、料筒、喷组的大小。形状壁厚不同,设备上热电偶检测精度和温度仪表的精度不同,因此其温度控制的误差也不相同。一般是先选择制品物料的常规工艺进行加热,再根据设备的具体条件进行调试。常用的判断物料温度是否合适的方法是将料筒、喷嘴和浇口主流道脱开,用低压、低速注射,使料流从喷嘴中慢慢流出,观察料流情况,如果没有气泡、银丝、变色且料流光滑、明亮即表明料筒和喷嘴温度合适,便可开机试模。
2:试模注射压力、时间、注射温度的调整。开始注射时,对注射压力、注射ij、注射温度的调整顺序为:先选择较低的注射压力和较长的时间进行注射成型。如果制品填充不饱满,再提高注射压力。当注射压力较大仍然效果不好时,再考虑变动注射时间和温度。注射时间的增加,,等于使塑料在聊天内的时间延长,提高了塑化程度。这样再注射几次,如果仍然无法充满型腔,再考虑提高料筒的温度。料筒温度要逐渐提高,以免使物料过热(经过一段时间才能使料筒内外温度一致)。根据设备大小及加热装置的不同,所需加热时间也不同。一般中小设备15min左右,在达到所需温度后应保温一段时间。
3:注射速度、背压、加料方式的选择。一般注塑机有高速注射和低速注射两种速度。在薄壁、大面积制品成型时,采用高速注射;对薄壁、面积小的制品采用低速注射。加料方式及背压的大小,主要与物料黏度及热稳定性有关。对黏度高、热稳定性差的物料,宜采用较低的螺杆转速和低的背压加料及预塑;对黏度低、热稳定性好的塑料,宜采用较高的螺杆转速和略高的背压加料。
在喷嘴温度合适的情况下,固定喷嘴加料可提高生产效率。但当喷嘴温度太低或太高时,宜采用每次注射完毕,注射系统向后移动后加料。
试模时,物料性质、制品尺寸、形状、工艺参数差异较大,应根据不同的情节仔细分析后,确定各个参数。
在试模过程中应做到详细记录,并将结果填入西诺试模记录卡,注明模具是否合格,如需返修,则应提出返修意见。在记录卡中应摘录成型工艺条件及操作注意要点,最好能附上加工出的制品,以供参考。试模后,将模具清理干净,涂上防锈油,然后入库或返修。
欢迎莅临西诺,我们深信西诺模具在高品质、高难度、高精密模具方面的丰富经验,一定能为您提供一个完美的一站式服务。
消息来自:西诺:小庞
联系电话:18758660992
QQ:1978701029
由于模具制造属于单件小批生产,在装配工艺上多采用修配法和调整法来保证装配精度。
西诺模具公司在冲模这方面有丰富的经验。冲模的装配,最主要是保证凸模和凹模的对上,使其间隙均匀。为此总装前必须认真考虑上、下模的装配顺序。通常是看上、下模的主要零件中哪一个零件位置所受的限制大,就作为基准件先装,再以它调整另一个零件的位置。一般冲模的装配顺序如下:

1. 无导向装置的冲模。由于凸模与凹模的间隙是在模具安装到机床上进行调整,故上、下模的装配顺序没有严格要求,可按上、下模分别进行装配。
2. 有导向装置的冲模。装配前要先选择基准件,如导板、凸模、凹模或凹凸模等。在装配时,先按基准件装配有关零件,然后调整凸、凹模间隙,使其保证间隙均匀,而后再装其他辅助零件。如果凹模是安装在下模上的,一般先装下模,再以下模为基准安装上模较为方便。
3.有导柱的复合模。对于有导柱的复合模,一般先安装上模,再借助上模的冲孔凸模及落料凹模孔,找正下模凸凹模的位置及调整好间隙后,固紧下模。
4. 上、下模工作零件是分别装入上、下模板窝座的导柱模。此时则分别按图样要求,把工作零件装入上、下模板窝座内后,在坐标镗床上分别以上、下模工作零件刃口为基准件,镗上、下模座的导柱、导套孔。
5. 有导柱的连续模,为便于调整准确步距,在装配时应先将凹模拼块装入下模后,再以凹模为基准安装下模部分。
联系人:小王
QQ:2954127302
联系电话:15867006016
模具装配是按照模具的设计要求,把模具零件连接或固定起来,达到模具装配的技术要求,并保证加工出合格的制作。冲压模具的装配一般应达到以下技术要求。


模具作为一种特殊的机械产品和一种特殊的机械行业,不能像其它机械行业和机械产品那样,模具研发制造的机械产品所生产出的零部件或机械产品是本身仅靠设计人员的理论设计就能基本保证最终所要达到的所需的功能和使用要求,也就是说,对于其它的大多数机械产品,如果加工过程能够完完全全全或尽可能到达设计的精度和要求,最终的产品和当初的设计目的是不会有太大的偏差,即完善的设计在加工条件的保证下就可以生产出完美的产品。


联系人:小王 QQ:2954127302
联系方式:15867006016 0576--81106961
说到塑料模具我相信大家都不陌生,特别是对于做模具的我们是在了解不过了,那么塑料模具它有哪几大类呢,我就不卖关子了,它包括:塑料注塑模具、压缩模具(压注模具、挤出模具、吹塑模具、吸塑模具及发泡模具、模压模具等。

目前来说做得最多的就是注塑塑料模具。它是通过注塑机来使产品成型的一种工艺。注塑机可以根据成型模具生产出各种颜色样式不同的塑料制品,包括杯子、
西诺塑料模具公司是世界著名的塑料模具制造企业,凭借专业技术和多年的丰富经验,定制生产各种高精度塑料模具、高难度塑料成型模具、高产出塑料模具。
欢迎广大客户进一步来电咨询我们西诺模具 。
西诺-小张
15705864099
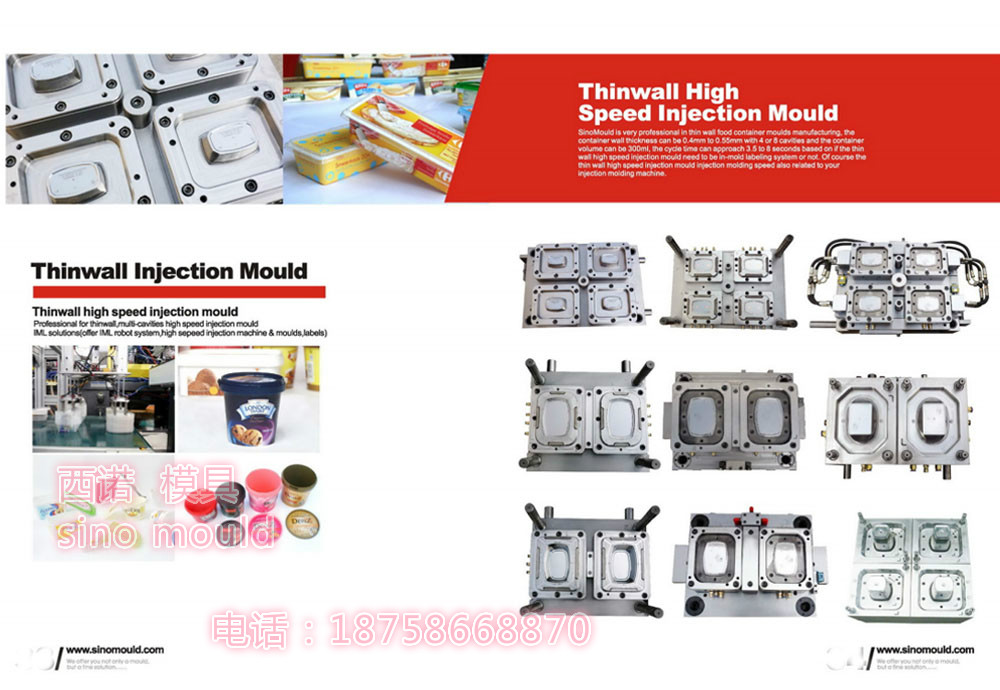
黄岩西诺模具有限公司具有多年专业制造一次性注塑打包盒模具、快餐盒模具 、一次性水晶航空餐具等超薄模具,经验丰富,设备齐全,并设有模具设计和检验室。以下就多年此类薄壁模具的加工步骤做如下说明:

随着电子产品配件日益趋向轻、薄、小的发展方向,超薄高速注塑模具及薄壁注塑加工成型技术越来越受到加工厂商及客户的重视。

薄壁模具空间结构,也称壳体结构。它的厚度比其他尺寸(如跨度)小得多,所以称薄壁。它属于空间受力结构,主要承受曲面内的轴向压力,弯矩很小。它的受力
比较合理,材料强度能得到充分利用。薄壳常用于大跨度的屋盖结构,如展览馆、俱乐部、飞机库等。
薄壳结构多采用现浇钢筋混凝土,费模板、费工时。

塑料薄壁模具空间结构的曲面形式很多。这里讲两种,筒壳和双曲壳。筒壳一般由壳板、边梁和横隔三部分组成。筒壳的空间工作是由这三部分结构协同完成的。它的跨度在30m以内是有利的。当跨度再大时,宜采用双曲薄壳。
双曲壳特别适用于大空间大跨度的建筑。双曲壳又分为圆顶壳、双曲扁壳和双曲抛物面壳。目前圆顶的直径已达200多米。圆顶结构可用在大型公共建筑中,如天文馆、展览馆的屋盖。圆顶结构由壳面、支座环组成。通过支座环支于垂直构件上。壳面主要承受压力,支座环承受拉力。北京天文馆顶盖为半球形圆顶,直径25m,壳面厚6cm,结构自重约200kg/m2。双曲扁壳是双曲抛物面的一种形式,它由壳板和竖直的边缘构件(横隔构件)组成。因为扁壳的矢高比底面尺寸小得多,大约为l/5,所以叫扁壳。例如北京火车站大厅,35mx35m的双曲面扁壳屋盖,壳板为8cm,宽敞明亮,是一成功的范例。
西诺模具公司是著名的模具制造企业,在压铸模具领域更是业内的佼佼者。
对小型和简单的压铸模具,通常是直接在定模或动模板上加工出型腔,即整体式模板;对于形状复杂的大型精密模具,一般采用镶拼式模板,即把加工好的型腔镶块装入模板的型孔内。

整体式模板的加工 整体式模板一般采用锻件作为毛坯,其加工程序为:锻造→退火→粗加工→退火处理消除内应力→调质处理→机械加工→型腔精加工。其加工程序如下:
① 备料:按下料长度将圆棒料在锯床上切断。
② 锻造:将圆形棒料锻造成六面体。
③ 退火:消除锻件的内应力,改善毛坯的切削性能。
④ 粗加工:在铣床或刨床上粗加工上、下两个平面,然后以这两个平面为基准,加工四个侧面,留1mm左右的精加工余量。
⑤ 退火及调质处理:粗加工的切削用量较大,可能由于内应力不均匀而发生变形,所以在精加工前要退火处理,以消除内应力引起的变形。调质处理一般要求硬度为35-40HRC
⑥ 磨平面:在平面磨床上,磨削上、下两平面及互相垂直的两侧面。
⑦ 划线:以垂直的两侧面为基准,划出型腔中心位置及轮廓、型芯位置等。
⑧ 镗孔:用坐标镗床加工导柱孔,型芯孔或浇口套的安装孔。
⑨ 型腔的加工:若型腔为矩形时,需在立式铣床上加工。
⑩ 抛光型腔。
欢迎莅临西诺,我们深信西诺压铸模具的技术、方案、服务、丰富的经验以及严谨的质量管控体系会让您对我们产生浓厚的兴趣。
消息来自:西诺:小庞
联系电话:18584212696
QQ:1978701029
西诺模具公司是著名的模具制造企业,专业定制生产各种高精度模具、高难度模具、高产出模具,不仅是一家专业的模具生产厂家,更是一家为成型行业提供完整解决方案的模具工业集团公司。在压铸模具领域更是业内的佼佼者。

压铸模具主要用于较高温度或高温条件下作业,使有色或黑色液态金属在模具型腔内通过高压凝固成合格制件。由于模具型腔在高温下工作,因此压铸模具的特点为:在模具使用寿命内,必须保持在高温或较高温度条件下的型腔面精度和质量。因此压铸模具的材料除了应具备有塑料模具的特点外,还应该具有较高的抗高温强度、硬度、抗氧化性、、抗回火稳定性和抗冲击韧性,具有良好的导热性和抗疲劳姓。而其中模具的型芯、型腔材料又极为重要。

压铸模具的型芯、型腔材料,国内一般使用最多的是3Cr2W8V,另外还有4Cr5MoSiV1(H13)、5CrNiMo等。其共同特点是:
1)在高温下,具有较高的强度、硬度、抗回火的稳定性和热冲击韧度。
2)应具有较好的导热性和抗热疲劳性。
3)在高温下不易氧化,能抵抗液态金属的粘附和
4)材料热膨胀系数较小。
5)材料热处理变形较小,淬透性良好。
6)可锻性能良好,切削加工性能良好。
7)修复或修改时能熔焊。
欢迎莅临西诺,我们深信西诺模具的技术、方案、服务、丰富的经验以及严谨的质量管控体系会让您对我们产生浓厚的兴趣。
消息来自:西诺:小庞
联系电话:18584212696
QQ:1978701029

西诺模具有限公司
地址 :浙江省台州市黄岩新前新江路369号
邮编 : 318020
电话总机一 : 86 576 84086666



