0576-84023777
最近很多客户询问我关于吹塑模具的事情。其实相比于注塑模具,吹塑模具要简单得多,而且零件数量少,加工也相对容易。下面我就简单地介绍一下:这类模具主要用于成形各种中空制品,比如各类塑料桶、罐、瓶、压力容器和汽车零件等。模具结构主要由两半型腔、容器颈部和底部镶块等成形零件及导向零件组成。一般吹塑的塑料有聚乙烯、聚氯乙烯、聚丙烯、聚酯等。
从加工方面说,吹塑模具的制造难点在于型腔零件的加工。型腔形状一般较复杂,除整体的曲面形状外,还有某些特殊的局部结构和花纹、图案、螺纹等。型腔表面需要数控铣削、加工中心加工和电火花成形,型腔的局部或特殊表面可用雕刻或化学腐蚀方法加工。模具要求有光泽的型腔表面,需经最终抛光加工。两半型腔的对合面要求平整,对合后在制品表面上不应有明显的合模线。加工时,可采用精磨或研磨来达到。

汽车发泡模具里面在汽车配件中是占很大一部分的,如汽车方向盘模具、汽车座椅模具、汽车门板、汽车仪表盘发泡模具,汽车内饰件发泡模具的应用领域的相当的广泛,西诺控股集团作为黄岩模具行业的龙头企业,已经做汽车发泡模具多年,有各种模具经验,今天就先给大家介绍下汽车类的发泡模具:发泡原材料的种类主要有EPS,EPP,EPE,EVA、PU、pvc等。 成型原理通过型腔型芯合模,然后加料,对模具进行加热成型,再冷却,脱模。

以上是西诺小罗关于汽车发泡模具的介绍,有更加详细的问题欢迎致电来访
西诺小罗:18767410860
浙江台州黄岩新江路369#西诺控股集团
管件模具顾名思义就是用来放在注塑机上打出塑料管件产品的一个模型,这个模型一般是用特殊钢材经过加工打磨形成的。
一款塑料管件模具的好坏,主要是看这款塑料管件模具制作的工艺如何。现在制造塑料管件模具厂很多,使用的模具钢材也是各不相同,但是真正一家专业的制造塑料管件模具厂家更能懂得如何让自己制作出来的塑料管件模具更受客户的喜爱。我们西诺模具专业制造模具二十几年,有专业的团队研发和制造关键模具。

汽车塑料模具制作完成之后,只有试模才能检验模具是否真正的没有问题,模具产品打不满,虽然是常见的问题,但是也反映出了模具的设计的合理性以及注塑工艺的问题。今天我们大概讲下填充不足的原因,以及解决方案。
汽车注塑模具充填不足的主要原因有以下几个方面:
1)树脂容量不足。
2) 型腔内加压不足。
3)树脂流动性不足。
4)排气效果不好。
作为改善措施,汽车注塑模具主要可以从以下几个方面入手:
1)加长注射时间,防止由于成型周期过短,造成浇口固化前树脂逆流而难于充满型腔。
2)提高注射速度。
3)提高模具温度。
4)提高树脂温度。
5)提高注射压力。
6)扩大浇口尺寸。一般浇口的高度应等于制品壁厚的1/2~l/3。
7)浇口设置在制品壁厚最大处。
8)设置排气槽(平均深度0.03mm、宽度3~smm)或排气杆。对于较小工件更为重要。
9)在螺杆与注射喷嘴之间留有一定的(约smm)缓冲距离。
10)选用低粘度等级的材料。11)加入润滑剂。

罗健18767410860
如果汽车塑料模具溢边
对于溢边的处理重点应主要放在注塑模具的改善方面。而在成型条件上,则可在降低流动性方面着手。具体地可采用以下几种方法:
1)降低注射压力。
2)降低树脂温度。
4)选用高粘度等级的材料。
5)降低模具温度。
6)研磨溢边发生的模具面。
7)采用较硬的模具钢材。
8)提高锁模力。
9)调整准确模具的结合面等部位。
10)增加模具支撑柱,以增加刚性。
11)根据不同材料确定不同排气槽的尺寸。
这里讲解的只是一小部分,还有更多的汽车注塑模具问题可以西诺模具小罗为您解答
西诺小罗电话:18767410860
地址:浙江台州黄岩新江路369#西诺控股集团
吹塑成型是将处于熔融状态的塑料型坯置于模具型腔中,借助压缩空气将其吹胀,使之紧贴于腔壁上,经冷却定型得到中空制品的成形方法,这种成形方法在日用工业中应用十分广泛,适用于吹塑的塑料有聚乙烯、聚氯乙烯、聚丙烯、聚酯等,几乎所有的热塑性塑料都可以用于吹塑成型。

周转箱模具热处理是一个很重要的过程,一般注塑模具精加工之前会进行调质处理,再经过冷加工制成模具后就可以直接使用,这样既保证了模具使用性能,又避免了热处理引起模具的变形。热处理工艺流程为:
Q Q:3158661728
电 话:0576-81106961
手机: 18767410860
首先,模具的设计者必须有丰富的设计和注塑成型经验,必须考虑这些影响因素与注塑条件的关系及其表观因素,如注塑压力与模腔压力及充填速度、注射熔体温度与模具温度、模具结构及浇口形式与分布,以及浇口截面积、制品壁厚、塑料材料中增强填料的含量、塑料材料的结晶度与取向性等因素的影响。上述因素的影响也因塑料材料的不同,或者其它成型条件如温度、湿度、继续结晶化、成型后的注塑机的变化而不同。

在影响精密注塑的相关因素当中,模具是获得符合质量要求的精密塑料制品的关键。模具设计是否合理会直接影响塑料制品的质量。由于模具型腔尺寸是由塑料制品要求尺寸加上所用材料的收缩率得来,而收缩率常常是由塑料生产厂家或工程塑料手册推荐的一个范围内的数值,它不仅与模具的浇口形式、浇口位置与分布有关,而且与工程塑料的结晶取向性(各向异性)、塑料制品的形状、尺寸到浇口的距离及位置有关。影响塑料收缩率的主要因素包括热收缩、相变收缩、取向收缩、压缩收缩与弹性回复等,而这些影响因素与精密注塑制品的成型条件或操作条件有关。
这样,模具工艺因素与聚合物的性能、结构形态和塑料制品之间的内在联系会通过塑料制品表现出来。分析清楚这些内在的联系,对合理地拟定注塑加工工艺、合理地设计并按图纸制造模具、乃至合理选择注塑加工设备都有重要意义。
以上信息由西诺小张提供,欢迎来电咨询模具相关信息
电话:15705864099
QQ:2491170869
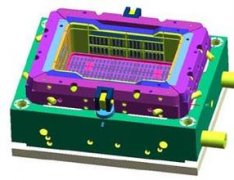
台州黄岩西诺模具有限公司是一家著名的注塑模具生产厂家,,也是一家为塑料成型行业提供完整解决方案的集团公司。西诺的保鲜盒模具畅销海外,在欧美等国家荣获一致好评。
西诺保鲜盒采用食品级PP材料。可耐-20度到+120度的温度。不同于一般热成型的保鲜盒,西诺采用热流道技术,使打出来的产品更加美观,原料方面避免浪费,成型时间更加短。

联系人:小王
联系电话:15867006016
QQ:2954127302
西诺模具是国内知名的塑料模具制造商,旗下的西诺包装模具有限公司更在包装容器模具行业赫赫有名。西诺包装模具生产的管坯模具以型腔多,寿命长,模具设计理念先进,热流道完美应用以及全自动脱模的优势为国内大多数有管坯模具需求的工厂所肯定。
西诺管坯模具型腔多:
西诺生产管坯模具已有多年经验,西诺的管坯模具可以达到1出48之多。型腔越多,对于每个产品的精度要求更加地高。对于整体模具设计的难度也加强不少。
西诺管坯模具寿命长:
西诺管坯模具选用DIN1.2311的模架,型芯型腔更是采用S136钢料。优秀的钢料加上特殊的调质处理,使得管坯模具具有更高的使用寿命。

联系电话:15867006016
QQ:2954127302
西诺模具是一家专业压铸模具生产厂家并且大规模生产压铸组件。我们是专业从事铝压铸零部件表面处理,压铸部件表面耐磨,耐高温处理。压铸零件涂层、压铸镀钛。
西诺压铸生产的三大要素是压铸材料、压铸机、模具,三者缺一不可。所谓压铸工艺就是将这三大要素有机地加以综合运用,使能稳定地有节奏地和高效地生产出外观、内在质量好的、尺寸符合图样或协议规定要求的合格铸件,甚至优质铸件的过程。

西诺压铸模具表面温度的控制对生产高质量的压铸件来说,是非常重要的。不平均或不适当的压铸模具温度亦会导致铸件尺寸不稳定,在生产过程中顶出铸件变形,产生热压力、粘模、表面凹陷、内缩孔及热泡等缺陷。模温差异较大时,对生产周期中的变量,如填充时间、冷却时间及喷涂时间等产生不同程度的影响。
各种压铸模具表面处理新技术不断涌现,但总的来说可以分为以下三个大类:
(1)传统热处理工艺的改进技术;
(2)表面改性技术,包括表面热扩渗处理、表面相变强化、电火花强化技术等;
(3)涂镀技术,包括化学镀等。
西诺控股集团有限公司是优秀的模具制造企业。不仅擅长压铸类,,在汽车类、家电类、PVC管件类、超薄类也同样具有丰富的经验。
消息来自:西诺*-小静
qq:2807613258
手机:15757610232
邮箱:xiaoshou003@sinogroupe.com
西诺控股集团是中国著名的模具制造企业,旗下的汽车模具有限公司,是汽车类模具的专业制造商。
西诺汽车模具公司,成立于1994年,二十余年来已累计生产数百套汽车类模具,多次为欧洲、亚洲等汽车巨头企业原厂配套生产。我们在汽车模具领域拥有丰富的制造经验、先进的设计理念。尤其擅长整车的塑料模具生产制造。

汽车模具中,比较复杂一点的如双色车灯、仪表盘、保险杠等等、都是我们所擅长的。
就此以保险杠模具举例,按传统的普通设计,保险杠的模具一般是外分型,西诺汽车模具经过多年的研发创新和技术沉淀、早已在技术上实现了创新突破,采用内分型设计。内分型相较于外分型设计,在模具结构更复杂、模具强度更高、成型的产品强度、韧性和耐冲击性更高。
内分型的保险杠模具,生产出来的成型制品,不仅在高速撞击时能减少驾乘人员的伤害,还在普通情况下 具备了对行人保护的能力。
西诺控股集团有限公司是优秀的模具制造企业,不仅擅长汽车类模具,在家电类、PVC管件类、超薄类也同样具有丰富的经验。
如果您正在寻找优质的模具企业,那么欢迎您到访我们西诺。
消息来自:SINO-庞 18758660992 QQ:1978701029


西诺模具有限公司
地址 :浙江省台州市黄岩新前新江路369号
邮编 : 318020
电话总机一 : 86 576 84086666



