0576-84023777
塑料模具做的好,保养也要好,不懂得保养会大大降低模具的实际使用寿命,今天西诺小罗就给大家讲解下保养的3大步骤:

塑料产品的收缩影响因素有很多,特别是精度要求非常高的塑料件,塑料模具收缩率放错会导致产品出现尺寸偏差,目前确定各种塑料收缩率(成形收缩+後收缩)的方法,一般以德标中DIN16901的规定。即以23℃±0.1℃时模具型腔尺寸与成形後放置24小时,在温度为23℃,相对湿度为50±5%条件下测量出的相应塑件尺寸之差算出。
塑料管件模具试模时总会出现各种各样的缺陷,那么塑胶制品模具加工如何减少缺陷:将热处理后的淬火应力降低到最低限度,因为淬火应力、网状碳化组织在磨削力的作用下,组织产生相变极易使工件产生裂纹。合理使用冷却润滑液,发挥冷却、洗涤、润滑的三大作用,保持冷却润滑清洁,从而控制磨削热在允许范围内,以防止工件热变形。
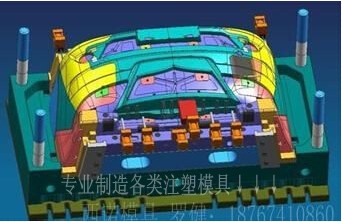
台州西诺模具有限公司—-专业 生产汽车内外饰件注塑模具,汽车前后保险杠整套模具,汽车仪表盘整套模具,汽车中网格栅等。模具流程:审图—备料—加工—模架加工—模芯加工—电极加工—模具零部件加工—检验—装配—飞模—试模—生产 加工设备:自动三坐标测量标 数控加工中心 高精度数控加工中心 五轴联动数控加工中心 电火花 深孔钻 合磨机 北京高速铣 高速精雕 钻床 线切割 铣床等 冷却系统:优化设计循环流水,提高生存效率,降低您的成本。 中期处理:调质,提高硬度。 后期处理:氮化-氮化处理温度低,变形很小,不再需要进行淬火便具有很高的表面硬度及耐磨性。 模具寿命:P20正常使用不低于50万模次。 运输方式:在模具出云前必须装上锁模片,包装坚固,防锈,物流运输。 售后服务:模具保修1年,保修期间免费维修。 备注:模具在生产中我们每两周要向客户提供模具进去情况和拍照。 仪表盘模具 模具腔数:1 出 1 模具制造周期:85天(一般在模具制造过程的周期,具体情况看产品再做决定) 模具注塑周期:5分钟 模具材料:718 718H 2738 S136 模具流道:热流道 模具设计周期:10天模具包装:木箱包装 售后服务:一年内免费维修 模具项目启动客户需要配合做的事: 我们与客户确定合作关系后,我们需要客户提供模具的样品或者模具产品的3D造型,我们会根据客户提供的产品数据进行模流分析模具审计,待模具设计好后,我们技术部门会出模具二维图以及3D模具造型给客户确认,这样是为了数据的最后能达到客户的要求,待客户确认后就可以安排模具生存程序。

西诺模具使用注意事项: 1.检查模具型腔,型芯内无杂物。 2.检查模具顶出机械系统正常运作。 3.检查模具浇口没有杂物堵住,冷却系统正常。 4.检查模具安全边锁是否打开等等。 5.西诺模具保养事项: 模具使用后型腔,型芯内进行清理,不能遗留杂物,以免损伤模具表面。喷施防锈剂。模具冷却系统里面不能残留冷却水,一定要清理干净,以免模具生锈堵住水路。 模具的机械标准件应该涂上润滑油,例如:导柱-顶针-复位杆-下导柱等 模具合模后,用防尘布盖好,避免灰尘进入模具,导致模具生锈。在模具合同签订前期,我们对模具会合理的排期,在规定的时间内完成规定的任务。我们不会因为有利可图而去接单,不会将风险转嫁给我们的客户承担。我们的材料绝不掺假,有些商家会为了谋求一时的利益,将模具型芯替换为劣质的材料,这样的结果会导致失去客户市场,而我们追求的是长期的共赢而非短暂的利益。开模具就选西诺模具,是您永远的合作伙伴。
顾长海
销售部, 西诺控股集团
台州大型模具、注塑机公司,我们主要为国内外注塑件厂家提供服务,有强大的设计师队伍,质量控制团队以及国内先进的精加工中心,西诺欢迎你莅临考察。
地址:台州市黄岩区新前街道新江路369号
电话:86 576 81106919 传真:86 576 81106900
QQ: 3256900471 手机: 13757601821
E-mail: 3256900471@qq.com website:http://www.sino-mould.cn/
http://www.dakumar.cn/
医疗模具常用的模具型芯型腔钢材为:NAK80和S136以及类似牌号品牌钢料。西诺医疗模具一般建议使用 NAK80,S136 材料,从而获得好的注塑质量。
设计好模具结构是一副合格模具制造的前提,模具制造前必须对模具结构和产品结构进行全方面分析,包括:模具脱模斜度,产品表面的缩影,浇注系统的设计,排气系统的设计,冷却系统的设计等。这些是最主要也最容易出的问题。
西诺医疗模具冷却系统设计:冷却系统的设计是一项比较繁锁的工作,既要考虑冷却效果及冷却的均匀性,又要考虑冷却系统对模具整体结构的影响。西诺模具采用循环水贴近模具成形面,降低注塑时的冷却时间,提高产品的生产效率,大大降低生产成本。
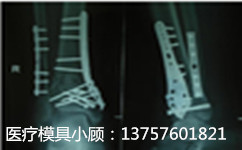
医疗模具的保养比维修更为重要,模具维修的次数越多,其寿命越短;而模具保养得越好,其使用寿命就会越长。模具保养主要分三点:
1.模具的日常保养:各种运动部件如顶针、行位、导柱、导套加油,模面的清洁,运水的疏道,这是模具生产时每天要维护的。
2.定期的保养:除了日常保养之外还要对排气槽的清理,损伤、磨损部位修正等。
3.外观保养:模胚外侧涂油漆,以免生锈,下模时,定模动模应涂上防锈油,模具保存时应闭合严实,防止灰尘进入型腔。
对于每一种塑料和塑件,存在一个模具表面温度的极限,超过这个极限就可能出现不良影响。模具温度更高意味着流动阻力更小。在许多注塑机上,这自然就意味着更快流过浇口和型腔,因为所用的注塑流动控制阀并不纠正这个改变,填充更快会在流道和型腔内引起更高的有效压力。

注塑模具的制作,很多人都不知道怎么去选择合适的钢材。选好的、贵的,怕大材小用了。选差的、便宜的,又怕做出来的塑料制品达不到预期的要求及模具寿命。其实,真的是这样子,选择合适的钢料真的是至关重要的。西诺以多年注塑模具从事经验得出:以下常见模具如何选择钢料。

注塑模具主要由浇注系统、成型零件和结构零件三部分组成。浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、分流道和浇口等。成型零件是指构成制品形状的各种零件,包括动模、定模、成型杆以及排气口等。

一副模具制造是由从多的零件组配而成,零件的质量直接影响模具的质量,需零件的最终质量又是由精加工来完成保证的,因此说控制好精加工关系重大。在国内大多数的模具制造企业,精加工阶段采用的方法一般是磨削,电加工及钳工处理。在这个阶段要控制好零件变形,内应力,形状公关及尺寸精度等入场多技术参数,在具体的生产实践中,操作困难较多,但极有许多行之有效的经验方法值得借鉴。
模具零件的加工,根据零件的外观形状不同,大致可把零件分三烊:板类、异形零件及轴类,其共同的工艺过程大致为:精加工——热处理(淬火、调质)——精磨——电加工——钳工(表面处理)——组配加工。
零件热处理处理工序,在使零件获得要求的硬度的同时,还需对内应力进行控制,保证零件加工的尺寸的稳定性,不同的材质分别有不同的处理方式
零件的磨削加工采购的机床有三种主要类型:平面磨床、内外圆磨床及工具磨具。精加工磨削变形和磨削裂纹的产生,即使是十分微小的裂纹,在后续的加工使用中也会显露出来。
现代的模具制造厂,不能缺少电加工,电火花加工可 对各类异形、高硬度零件进行加工,它分为线切割与电火花二种。

模具的表面处理及组配
零件表面在加工时留下的发痕、磨痕是应力集中的地方,是裂纹扩展的源头,因此在加工结束后,需要对零件进行表面强化,通工钳工打磨,处理掉加工隐患。对工件的一些棱边、锐角、孔口进行倒钝,R化。
表面抛光,打磨去掉硬化层。在磨削加工、电加工过程中,工件会有一定磁化,具有微弱磁力。十分容易吸着一些小东西,因此在组装之前,要对工件作退磁处理,并用乙酸乙脂清洗表面。组装过程中, 先参看装配图,找齐各零件,然后列出各零件相互之间的装备顺序,列出各项应注意事项,然后着手装配模具。装配一般先装导柱导导套,然后装模架和凹凸模具,然后在对各处间隙,特别是凹凸模间隙进行组配高速,装配完成后要实践模具检测,写出整体情况报告。对发现的问题可采购逆向思维法,即从生工序向前工序,从精加工到粗加工,逐一检查,直到找出症结,解决所有问题。
实践证明,良好的精加工过程控制,可以有效减少零件超差、报废、有效提高 模具的一次成型率及使用寿命。
联系电话:18758668870
开模热线:0576-81106961
联系QQ:2219053436
E-mail:3354@sinogroupe.com
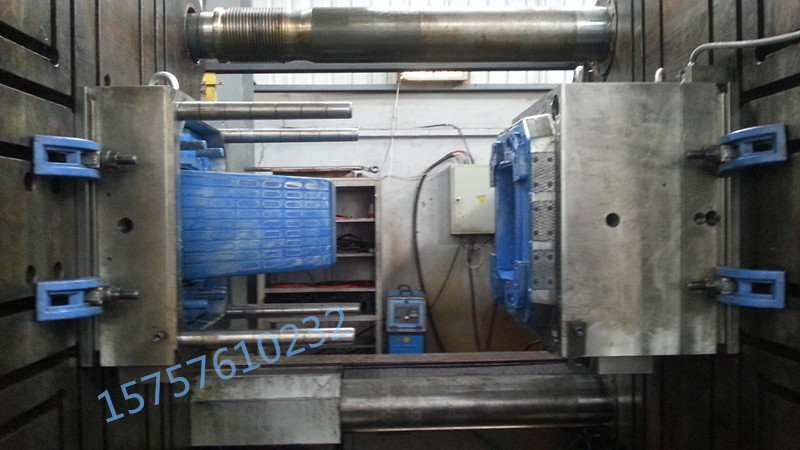
一般塑料模具的类别有两板模三板模,下面分别讲述一下它们有什么区别以及他们的定义 两板模具又称单一分型面模,是注塑模中最简单的一种,它以分开面为界面将整个模具分为两部分,动模和定模。一部分型腔在动模,另一部分型腔在定模。主流道在定模,分流道开设在定模。主流道在定模;分流道开设在分型面上,开模后,制品和流道留在动模,动模部分设有顶出系统。 三板模或细水口模,它有两个分型面将模具分成三部分,比两板增加了浇口板,适用于制品的四周不准有浇口痕迹的场合,这种模具分成采用点浇口,所有叫细水口模,这种横七竖八结构相应复杂些。启动动力用山打螺丝或拉板。 此二类塑料模具按成型方法为注塑成型,是先把塑料加入到注射机的加料筒内,塑料模具受热熔融,在注射机螺杆或柱塞的推动下,经喷嘴和模具浇注系统进入模具型腔,由于物理及化学作用而硬化定型成为注塑制品。注射成型由具有注射、保压(冷却)和塑件脱模过程所构成循环周期,因而注射成型的成型周期短、生产效率高,熔料对模具的磨损小,能大批量地成型形状复杂、表面图案与标记清晰、尺寸精度高的塑件;但是对于壁厚变化大的塑料,难以避免成型缺陷。塑件各向异性也是质量问题之一,应采用一切可能措施,尽量减小。 模具的其它分类:一热流道模,借助加热装置使浇注系统中的塑料不会凝固,也不会随制品脱模,所以又称无流道模。优点是无废料,可降底注射压力,可以采用多腔模,可缩短成型周期提高制品的质量,适合热流道模塑料的特点:塑料的熔融温度范围较宽。低温时,流动性好,高温时,具有罗好的热稳定性。对压力敏感,不加压力不流动,但施加压力时即可流动。比热性好,以便在模具中很快冷却。可用热流道的塑料有PE、AbS、POM、PC、HIPS、PS我们现在常用的热流道有两种 :加热流道模和绝热流道模 一、 硬模内模件所采用的钢板,买回来后需要进行热,如淬火渗碳,才能达到使用的要求,这样的注塑塑料模具叫硬模,如内模件采用H13铜,420铜、S7铜。 二、 软模(44HRC以下) 内模件所采购的钢材,买回来后不需要进行热处理,就能达到使用的要求,这样的注塑模具叫软模。如内模件采购P20铜,王牌,420铜,NAK80,铝,铂铜。

联系人:西诺小叶
联系电话:18758668870
联系QQ:2219053436
模具零件加工和精度注意事项
模具的零配件加工的好坏与产品的好坏息息相关。西诺模具能够很好的处理模具的零配件,我们有专业的质检部门对模具零配件和产品进行质量检验。
热处理工序分为预先热处理和最终热处理及辅助工序,预先热处理包括退火、正火、时效和调质等,这类热处理多在粗加工前后。最终热处理包括各种淬火、回火、渗碳和氮化处理,这类工序常在精加工前后。辅助工序包括工件的检验、去毛刺、清洗和涂防锈油等。安排在粗加工后,精加工前;零件从一个车间转向另一个车间前后;重要工序加工前后;零件加工完毕后。
制约模具加工精度的因素
1、 制件的精度;
2、 模具加工技术手段的水平;模具装配钳工的技术水平;
3、 西诺模具制造的生产方式和管理水平.
数控机床的组成和基本工作原理,数控机床主要由控制介质、数控装置、伺服系统和机床本体等组成。数控机床加工零件时,通过控制介质将加工程序输入到数控装置,由数控装置将其译码、寄存和运算后,向机床各个被控量发出信号,控制机床主运动的变速、起停、进给运动及方向、速度、位移量,以及其他,使刀具与工件及其他辅助装置严格地按照加工程序规定的顺序、轨迹和参数进行工作,从而加工出符合要求的零件。
西诺模具要求操作师傅使用最合理的,质量最好的刀具来进行加工模具,使模具质量达到最佳。
西诺小静:15757610232
QQ:2807613258
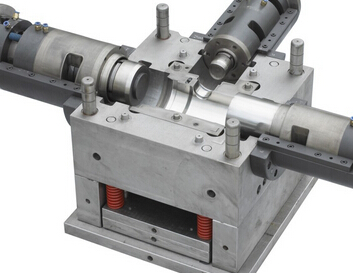
所谓的热流道就是在注塑模具中使用的,将融化的塑料注入到模具的空腔中的加热组件集合。热流道系统分为绝热流道和微型半热流道系统。绝热流道的设计复杂,但效果好和维护成本非常低。微型半热流道结构化繁为简,稳定好用,故障率低,因结构简单因而维护成本低,对生产的稳定进行有更大保证。


西诺模具有限公司
地址 :浙江省台州市黄岩新前新江路369号
邮编 : 318020
电话总机一 : 86 576 84086666



