0576-84023777
好的模具结构设计是一副合格模具制造的前提之一,西诺模具技术部有80位专业的模具结构设计师和产品造型师,都有5年以上的工作经历,可以对模具结构和产品结构进行全方面分析(包括:模流分析,模具脱模斜度,产品表面的缩影,浇注系统的设计,排气系统的设计,冷却系统的设计等)这些模具最主要也最容易出的问题都会模具结构设计时进行反复验证。
合格模具制造的前提之二,就是模具材料的选择。常用的模具钢材有:P20、2738、2316、718H、NAK80、H13,S136等等。根据客人的模具使用要求和寿命要求,西诺会建议客户选择合理的钢料。
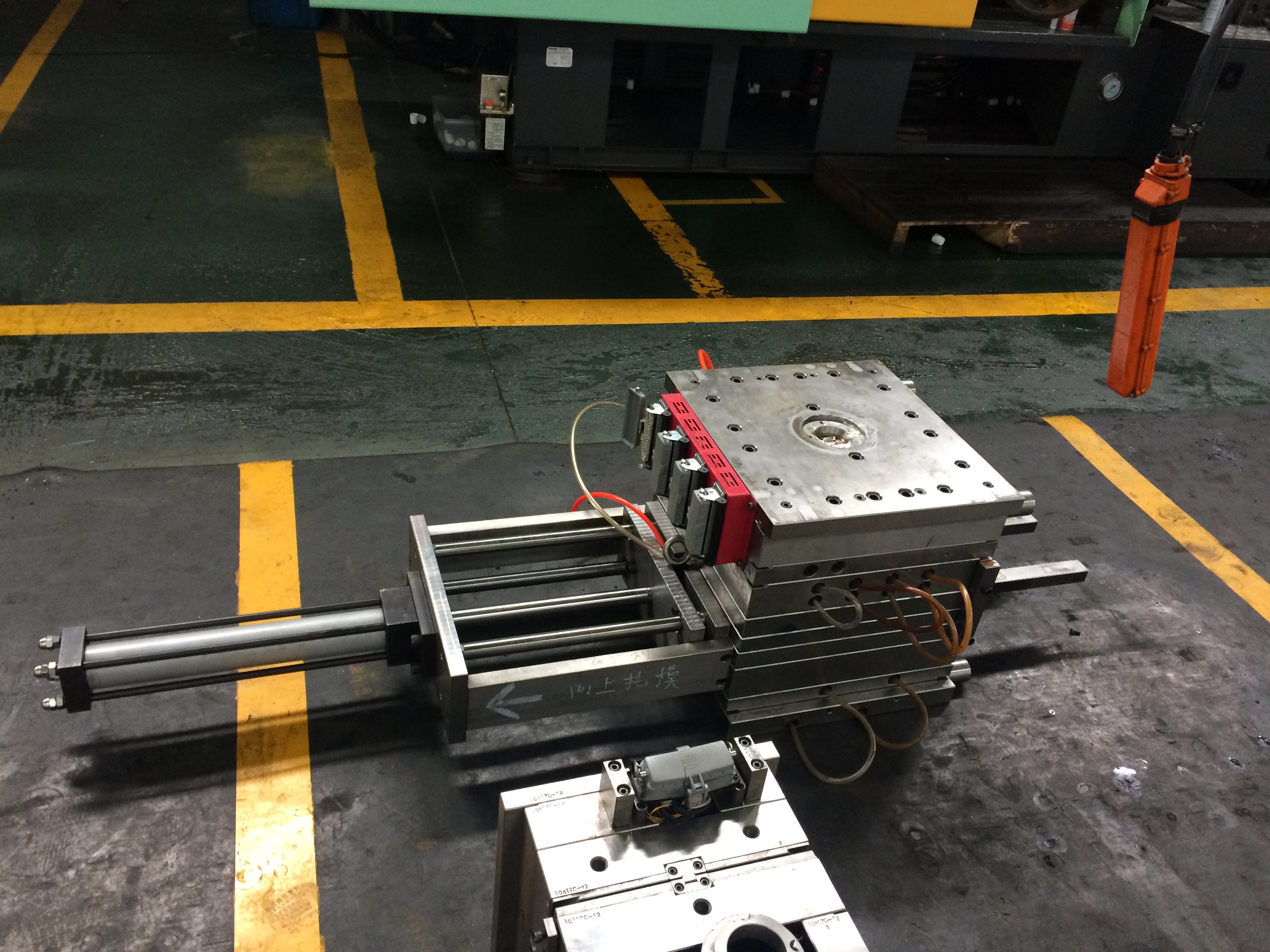
见过9滑块加9斜顶的涡轮模具嘛,我在西诺的试模车间就遇到了这样的涡轮模具。也算增长了见识,也与大家一同分享下。

顾长海
销售部, 西诺控股集团
台州大型模具、注塑机公司,我们主要为国内外注塑件厂家提供服务,有强大的设计师队伍,质量控制团队以及国内先进的精加工中心,西诺欢迎你莅临考察。
地址:台州市黄岩区新前街道新江路369号
电话:86 576 81106919 传真:86 576 81106900
QQ: 3256900471 手机: 13757601821
E-mail: 3256900471@qq.com website:http://www.sino-mould.cn/
http://www.dakumar.cn/
牙刷双色模具由于其结构的复杂性,没有做过双色模具的很难完成,今天小编就给大家讲下双色模具的注意事项:

一般的一个产品上有2种塑料的,一般是用双色模具或者包胶模具制做出来的,那么双色模和包胶模到底是什么呢?
折叠周转箱模具最常见的问题就是产品变形翘曲,因为折叠周转箱是由一片一片组装起来的,产品的翘曲变形会直接影响产品的折叠效果,导致产品折叠配合度差,承重减轻。

亚克力模具产品里面有气泡会严重影响产品的品质,特别是在透明塑料件里面,看起来更加明显,那么如何解决产品气泡的问题呢?

注塑模具是注塑制品的保障,模具的表面会直接影响产品的表面质量。基于此,一定要做好日常的防锈工作。当模具完成生产任务后,一定不能忘记清除残余沉积物,可用铜棒、铜线或专业模具清洗剂清除模具内残余沉积物,然后风干。不能用铁丝、钢条等坚硬物清理,避免划伤表面。若有腐蚀性注塑引起的锈点,要使用研磨机研磨抛光,并喷上专业的防锈油,然后将模具置于干燥、阴凉、无粉尘处储存。在实际生产过程中,模具很容易有磨损的情况,导致生产效率变低,那么该如何保养注塑模具呢?

一方面,要做到模具的日常管理。加工公司应给每副模具配备履历卡,详细记载统计模具的使用、护理(润滑、清洗、防锈)及损坏情况,由此提供发现的问题的信息资料,提高生产效率。
另一方面,还要注重注塑模具的检测及维修。加工企业应在注塑机、模具正常运转时,定期测试模具的各种性能,并将最后成型的塑件尺寸测量出来,通过这些信息可确定模具的状态,找出型腔、型芯、冷却系统以及分型面等的损坏问题,采取维修措施。
联系人:小娟
联系电话:15857655730
联系QQ:1636954491@qq.com
Email:xiaoshou001@sinogroup.com
塑料模具、铸塑模和热成型模的结构较为简单。
压塑模具、注塑模和传闻模具结构较为复杂,构成这类模具的零件也较多。
基本零件有:
1、 成型零件,包括凹模具、凸模、各种成型芯,都是成型制品内、外表面或上、下端面、侧孔、侧凹和螺纹的零件。
2、 支承固定零件,包括模座板、固定板、支承板、垫块等,用以固定模具或支承压力。
3、 导向零件,包括导柱和导套,用以确定模具或推出机构运动的相对位置。
4、 抽芯零件,包括斜销、滑块等,在模具开启时用以抽出活动型芯,使制品脱模。
5、 推出零件,包括推杆、推管、推块、推件板、推件环不、推杆固定板、推板等,用以使制品托模。
塑料模具多采用标准模架,这种植模架是由于结构、形式和尺寸都已标准化和系列化的基本零件成套组合而成,其模具腔可根据制品形状自行加工。采用标准模架有篮球缩短制模周期。

定模座板(面板):将前模固家在注塑机上。流道板(水口板)开模时去除废料柄,使其自动脱落(三板模)。
定模固定板A板:成型产品前模部分。
动模固定板B板:成型产品后模具部分。
垫块:模脚本,它的作用是让顶板有足够的活动空间。
推板:开模具时通过顶杆、顶块,斜顶等推出零件将产品从模具中推出。
动模座板座板:将后模固定在注塑机上。
导柱和导套:起导向定位作用,辅助前后模开模、和模与基本定位。
支撑柱撑头:提高B板的强度,有效避免长期生产导致B板变形。
顶板导柱(中托司:导向定位推板,保证顶出顺畅)。
以上介绍是塑料模具的基本零件组成,更多塑料模具知识欢迎来电咨询。
联系电话:18758668870
联系QQ:2219053436
西诺小叶期待与您合作!
E-mail:3354@sinogroupe.com
随着塑料制品的风靡一时,许多木制简易家具浙浙被塑料家具所替代,比如我们家里用的抽屉。

西诺集团是中国知名的模具、注塑机为一体的产业集团,专业生产各种周转箱模具。

一次性刀叉勺注塑模具生产的过程中容易出现烧焦,产品打不满、产品气孔等问题,其中主要原因就是排气没有做好,那么为什么会有气体呢:
1、注塑模具中气体的来源。
(1)浇注系统和模具型腔中存有的空气。(2)有些原料含有未被干燥排除的水分,它们在高温下气化成水蒸气。(3)由于注塑时温度过高,某些性质不稳定的塑料发生分解所产生的气体。(4)塑料原料中的某些添加剂挥发或相互化学反应生成的气体。
2、排气不良的危害
刀叉勺模具的排气不良,将会给塑件的质量等诸多方面带来一系列的危害。主要表现如下:
(1)在注塑过程中,熔体将取代型腔中的气体,如果气体排出不及时,将会造成熔体充填困难,造成注射量不足而不能充满型腔。(2)排除不畅的气体会在型腔内形成高压,并在一定的压缩程度下渗入塑料内部,造成气孔,空洞,组织疏、银纹等质量缺陷。(3)由于气体被高度压缩,使得型腔内温度急剧上升,进而引起周围熔体分解、烧灼,使塑件出现局部碳化和烧焦现象。它主要出现在两股熔体的合流处,浇口凸缘处。(4)气体的排除不畅,使得进入各型腔的熔体速度不同,因此易形成流动痕和熔合痕,并使塑件的力学性能降低。(5)由于型腔中气体的阻碍,会降低充模速度,影响成型周期,降低征税效率。
3 塑件中气泡的分布
(1)刀叉勺模具型腔中积存空气所产生的汽泡,常分布在与浇口相对的部位上。(2)塑料原料中分解或化学反应产生的气泡则沿塑件的厚度分布。(3)塑料原料中残存水气化产生的气泡,则不规则地分布在整个塑件上。
从上述塑件中气泡的分布状况看,不仅可以判断气泡的性质,而且可判断模具的排气部位是否正确可靠。
更多模具问题可以咨询 罗健18767410860 email:3191@sinogroupe.com
为了避免量产时无谓的浪费时间及困扰,的确有必要付出耐心来调整及控制各种加工条件,并找出最好的温度及压力条件,且制订标准的试模程序,并可资利用于建立日常工作方法。
1.查看料筒内的塑料是否正确无误,及有否依规定烘烤,(试模与生产若用不同的原料很可能得出不同的结果)。

西诺模具设计的准备工作之合格的产品图
西诺的模具设计师们都有良好的技术和素质,他们都会按照以下几点来设计模具
想要做出合格的产品图,就必须要有良好的产品结构。要有良好的产品结构需要做到下面三个小要点
1、产品设计要尽量避免不必要的侧凹,避免出现模具抽芯,从而简化模具结构。
2、塑料产品要具有合适的壁厚及均匀的壁厚变化。
壁厚过小会造成流动阻力过大,发生缺胶现象。壁厚过大会造成原料浪费并且缩水严重。
壁厚发生突变的地方,会产生应力集中,引起变形。因此产品设计时尽量壁厚一致或者变化要均匀圆滑。
3、塑料件的一些地方应设计成圆角,避免了模具加工的清角问题,同时也增加了模具的坚固性。
与此同时,塑料件的另一些地方例如分型面或型芯与型腔配合处则不宜设计成圆角。否则会造成分模困难,使模具复杂化。

西诺模具设计的第二个要点是产品的尺寸必须要合理。
产品图尺寸要完备,并且不多不少。缺少尺寸会使模具设计者无所适从,而多余的尺寸有可能造成关键尺寸的失控。
西诺模具设计的第三个要点是设计的公差合理。
过于严格的公差会导致模具设计难度的增加和模具成本的增加。因此,产品尺寸公差的制定应作仔细分析。
西诺模具设计的第四个要点是设计的模具表面要求合理。
过高的表面要求会增大模具加工的成本,一定的蚀纹深度对应一定的拔模斜度,太大的蚀纹深度会导致产品出模拉花。
西诺模具设计的第五个要点是要明确的注塑材料。
产品图上应标明使用的注塑材料,模具设计者应根据客户提供的材料确定收缩率和判断该材料的加工工艺性,以便有针对性的设计模具。
同一套模具使用不同的注塑材料并不能保证注塑件的尺寸稳定性和外观质量。
联系人:西诺小静
联系电话:15757610232
联系QQ:2807613258

西诺模具有限公司
地址 :浙江省台州市黄岩新前新江路369号
邮编 : 318020
电话总机一 : 86 576 84086666



