0576-84023777
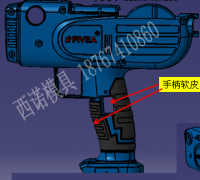
双色注塑模具是模具行业的高端产品,可以不需要后加工就知道在模具上做出2种材质或者2种颜色的塑料件,因其的特殊性,所以对模具的要求也非常的高:

双色注塑模具一般是由2种材质或者2种颜色组成,模具制作要求高,加工设备要求精度好,而且对试模的注塑机也有要求:
西诺一次性牙刷模具采用anole半热流道系统,在为客户节约生产成本的同时,提高客户的生产效率,为客户创造效益。西诺牙刷模具经过多年的技术沉淀,形成自己优良的加工流程。
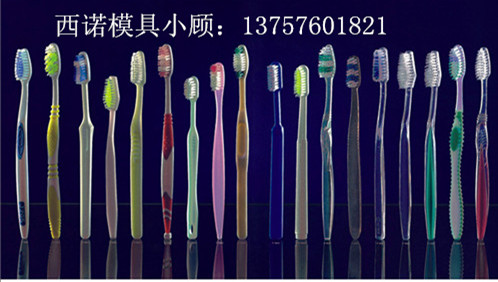
西诺牙刷模具业务流程;报价 -- 磋商讨论 -- 签订销售合同 -- 付定金(50%定金)-- 核对产品款式 -- 模具设计 -- 模具加工 -- 模具制程 -- 试模 -- 模具修改 -- 余款结算(50%的余款) -- 交货。
西诺牙刷模具流程:审图---备料---加工---模架加工---模芯加工---电极加工---模具零件加工---检验---装配—飞模---试模---生产
西诺模具加工设备:数控铣,精雕,电火花,线切割,钻床,磨床,普通铣床CNC加工中心.
西诺模具加工能力:模具设计、模具制造及注塑成型加工
西诺模具模具材料: P20,718,718H,2738,2316,S136等等多种材料供您选择,模架:45#预硬>30 HRC
西诺模具冷却系统:优化设计的循环流水,提高生产效率,降低您的成本
西诺模具中期处理:调质,提高硬度。
西诺模具后期处理:氮化(氮化处理温度低,变形很小,不再需要进行淬火便具有很高的表面硬度(大于HV850)及耐磨性)
西诺模具寿命: P20正常使用不低于50万模次,718正常使用不低于100万模次
西诺模具运输方式:在模具出运前必须装上锁模片,包装坚固、防锈,物流运输
西诺模具售后服务:模具保修1年,保修期间免费维修.(非人为损坏)
根据浇注系统的不同可将塑料模具分为三类:

当我们加铍铜的桶模具在展会上展出时,采购商总会惊讶的来询问模具上黄色的部分是什么?由此可见,模具的铍铜工艺在市场上并不多见,同时也证明西诺在这项工艺上的专业。那么,模具上为什么要加铍铜呢?加了铍铜又有什么好处呢?以下就由小编给您一一道来。

管件主要就是将管子连接成管路的零件,常见的管件模具的管材有聚氯乙烯、聚氯乙烯、聚乙烯、三型聚丙烯等,以下为管材的一般化学性能和主要用途。
三型聚丙烯管件由无规共聚聚丙烯材料制造,具有卫生无毒、耐腐蚀、有较高的可塑性等优点,价格也很经济。PP-R管件是我国目前正在推广的新型生活给水管,可广泛应用于室内冷热给水系统、空调水系统。PPR管材与传统的铸铁管、镀锌钢管、水泥管等管道相比,具有节能节材、环保、轻质高强、耐腐蚀、内壁光滑不结垢、施工和维修简便、使用寿命长等优点,广泛应用于建筑给排水、城乡给排水、城市燃气、电力和光缆护套、工业流体输送、农业灌溉等建筑业、市政、工业和农业领域。
聚氯乙烯管件模具生产的管件耐腐蚀性好,抗拉、抗压性能,价格也比其它材质的塑料管便宜,但低温下较脆。故PVC管件主要适用于供排水、供排气用管等。
聚乙烯管件具有质轻、耐腐蚀、无毒等特点。PE管件适用于工业和民用住宅,常用作饮水管、雨水管、气体管道、工业耐腐蚀管道,输送液体、气体、食用介质等,也可作医疗用软管。
管件模具欢迎来电详询。

西诺 小静:
联系电话:15757610232
QQ: 2807613258
1.试模步骤

模具是工业行业中制造零件的主要加工工具,模具的质量直接影响着加工工艺的质量、产品的质量产量及成本,而模具的质量与使用寿命除了合理的结构设计和加工精度外,主要受模具钢料的影响。那么,影响模具钢选择的决定因素是什么呢?
一.根据成形方法的不同,从两种基本材料类型中选择。热加工工具钢,它能承受模铸、锻造和挤压时的相对高的温度;冷加工工具钢,它用于下料和剪切、冷成形、冷挤压、冷锻和粉末加压成形。

二.根据使用的塑料不同,来选择模具钢料。一些塑料会产生腐蚀性副产品,例如PVC塑料。长时间的停工引起的冷凝、腐蚀性气体、酸、冷却、加热、水或储存条件等因素都会产生腐蚀。 在这些情况下,推荐使用不锈钢材料的模具钢。
三.根据模具尺寸来选择模具钢料。大尺寸模具常常使用预硬钢,整体淬硬钢常常用于小尺寸模具。
四.模具使用次数也是决定模具钢料选择的因素之一。长期使用的模具应使用高硬度钢,其硬度为48-65 HRC。模次在1万到10万次之间的模具应使用预硬钢,其硬度为30-45 HRC。 短时间使用的模具应使用软钢,其硬度为160-250 HB。
西诺控股集团的子公司西诺模具做专业的模具有20几年经验,逾80名工程师专门致力于新技术和专利的研发工作,公司尤其擅长超薄模具+管件模具+包装模具+日用品模具+精密模具。有做模具需求的欢迎来电咨询!
联系人:小娟
联系电话:15857655730
联系QQ:1636954491@qq.com
Email:xiaoshou001@sinogroup.com
什么样的模具才算一副好模具?众所周知,一副好的模具必须要有一个好的设计,但是仅仅有一个好的设计也还是不够的,还要有好的零件,下面我们就来讨论一下模具结构设计与模具零件设计有什么关系与不同吧。

薄壁注塑模具生产的薄壁类产品一般产品壁厚为35-80丝。现在市场上比较多的薄壁类产品有一次性快餐盒,一次性航空杯,一次性打包盒等等。一次性薄壁饭盒模具注塑工艺难度比较高,模具要求非常的严格,所以开发商在寻找供应商的时候就必须要综合性的去考虑,因为一次性快餐盒市场需求量十分的庞大,所以模具的刚材一定要好,这样模具的寿命才能保证。第二个,薄壁的产品必须要使模具有亮泽度,光滑,而且流动性要好,这样产品才能容易成型。而且,薄壁产品的壁厚很小,这就要求产品所需要的工艺非常高。所以,要做好一副薄壁类模具不仅需要优质的模具材料,还需要一定的技术。西诺的薄壁注塑模具远销海外,其制作的模具拥有先进的理念。在制成成品的过程中,不仅速度快,打出的产品质量好,报废率低,而且模具寿命长,可以支持长期加工。西诺的子公司德库玛机械有限公司拥有完善的高速注塑机,可以提供薄壁注塑模具的整体解决方案。现向社会推出薄壁类加工服务,只收取一定的成本费用。欢迎国内外客户来电咨询!
联系人:西诺--鲍寅峰
电话/微信 13858658631
联系QQ:2924582831
EMAIL:xiaoshou002@sinogroupe.com

观察近几年国外的重要展会,欧美厂商在多色注塑模具领域除了传统的多色产品,如汽车车灯、空调面板、电视外框等以外,已提升至几个基本成型技术的“组合”呈现,如双色成型加模内贴标、双色成型加模内组合、双色成型加迭层模、双色成型加夹层射出等,这些都可以在一台注塑机上完成。因此,多色注塑技术愈来愈受重视,而且不只呈现多色技术,还必须与其它技术结合,创造更高的效益。

多色注塑模具的材料必须满足两个基本条件:粘合相容和加工过程相容。对注射设备也提出了新的要求:就射出单元而言,可釆用平行同向、平行对向、水平及垂直L型、Y型同向单缸射出结构。就混合射嘴而言,可选择花纹、波浪、流痕、渐层、夹层等特殊射嘴。就夹模而言,可选择标准型、垂直转盘式、水平转盘式、转轴式、机械手转动式等机构。就油路而言,可提供ACC蓄压高速射出及闭回路设计。就控制系统而言,电脑控制程序要满足多变性,因为即使是相同类型的多色产品,如果釆用不同的模具设计,就必须搭配不同的电控程序。这就要求多色注塑机的供应商能迅速对现有机台进行改造升级,使之符合注塑要求。多色注塑模具欢迎来电详询。
联系人:小娟
联系电话:15857655730
联系QQ:1636954491@qq.com
Email:xiaoshou001@sinogroup.com
观察近几年国外的重要展会,欧美厂商在多色注塑模具领域除了传统的多色产品,如汽车车灯、空调面板、电视外框等以外,已提升至几个基本成型技术的“组合”呈现,如双色成型加模内贴标、双色成型加模内组合、双色成型加迭层模、双色成型加夹层射出等,这些都可以在一台注塑机上完成。因此,多色注塑技术愈来愈受重视,而且不只呈现多色技术,还必须与其它技术结合,创造更高的效益。
多色注塑模具的材料必须满足两个基本条件:粘合相容和加工过程相容。对注射设备也提出了新的要求:就射出单元而言,可釆用平行同向、平行对向、水平及垂直L型、Y型同向单缸射出结构。就混合射嘴而言,可选择花纹、波浪、流痕、渐层、夹层等特殊射嘴。就夹模而言,可选择标准型、垂直转盘式、水平转盘式、转轴式、机械手转动式等机构。就油路而言,可提供ACC蓄压高速射出及闭回路设计。就控制系统而言,电脑控制程序要满足多变性,因为即使是相同类型的多色产品,如果釆用不同的模具设计,就必须搭配不同的电控程序。这就要求多色注塑机的供应商能迅速对现有机台进行改造升级,使之符合注塑要求。多色注塑模具欢迎来电详询。
联系人:小娟
联系电话:15857655730
联系QQ:1636954491@qq.com
Email:xiaoshou001@sinogroup.com

西诺模具有限公司
地址 :浙江省台州市黄岩新前新江路369号
邮编 : 318020
电话总机一 : 86 576 84086666



